Автономные формовочно-пропарочные стенды. Формование на коротких стендах Поворотный стенд состоит из
В современной заводской практике широкое распространение получили так называемые короткие стенды для изготовления напряженно-армированных конструкций промышленных зданий, главным образом, двускатных балок, а также ферм пролетом до 36 М с напряжением арматуры нижнего прямолинейного пояса. К ним относятся распространенные в строительстве арочные и сегментные фермы, а также фермы трапециевидного очертания и с параллельными поясами.
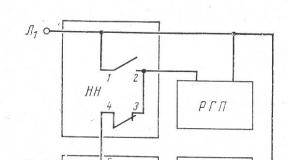
Короткий стенд представляет собой формовочную площадку, оборудованную распорной балкой с консольными упорами по концам, воспринимающими усилия от напряженной арматуры. Стенд рассчитан на восприятие усилий предварительного натяжения общей величиной до 200 Т от двух ферм при одноярусном формовании и до 600 Т и более - при многоярусном формовании.
Однослойное формование конструкций применяется для ферм и балок с разной шириной поясов, а также при изготовлении небольшого числа изделий. Массовое производство изделий более целесообразно осуществлять пакетным способом (с многоярусным формованием).
На рис. 109, с показано расположение формуемых изделий; наименьший изгибаемый момент в распорной балке получается при одновременном изготовлении двух деталей, вплотную придвинутых к балке.
В случае, когда распорная балка делается металлической в виде сварной решетчатой конструкции, стенд при необходимости может быть разобран и перевезен в другое место.
Металлическая опалубка ферм опирается на распорную балку и столбчатые фундаменты по периметру изделия. Поддон формы закрепляют на опорах болтами, внутренние борта формы наглухо прикреплены к поддону. Если изделия в плане прямолинейны, наружные борта формы делают откидными. При изготовлении ферм применяют отодвигающиеся борта, которые могут быть цельными и составными при ломаном в плане изделии (рис. 109, Б).

|
Рис. 109. Схема короткого стенда н устройство формы: |
 Для создания бортовой оснастки решетки и внутренней опалубки поясов фермы применяют треугольные цельные вкладыши или состоящие из двух частей, соединенных шарнирами.
Для создания бортовой оснастки решетки и внутренней опалубки поясов фермы применяют треугольные цельные вкладыши или состоящие из двух частей, соединенных шарнирами.
![]() Верхнюю поверхность вкладыша делают с уклоном к его краям, внутри вкладыша устанавливают вибратор, который распределяет бетонную смесь по элементам изделия и уплотняет ее. Для удобства заглаживания бетона края верхней поверхности вкладышей
Верхнюю поверхность вкладыша делают с уклоном к его краям, внутри вкладыша устанавливают вибратор, который распределяет бетонную смесь по элементам изделия и уплотняет ее. Для удобства заглаживания бетона края верхней поверхности вкладышей
Шириной 100 Мм делают горизонтальными.
В изделиях, формуемых на стенде, может быть предусмотрено напряженное армирование стержневой или пучковой арматуры, в соответствии с чем изменяются оборудование и устройства для. натяжения арматуры.
Для натяжения и закрепления арматуры применяют инвентарные тяги с захватами, упорными гайками и распределительными шайбами. Тяги изготовляют из сталей повышенной проч
ности (Ст. 5, инструментальные стали и др.). Длина тяг определяется конструкцией упоров, размерами стенда и габаритами изготовляемых изделий. Конец тяги, присоединяемый к домкрату, снабжается нарезкой; на другом конце укрепляют захватное приспособление, соединяемое с напрягаемой арматурой изделия (рис. 110
).

 Пакетный короткий стенд имеет высоту соответственно числу ярусов формования (до 10 рядов). На торцах стенда укрепляются упоры из двутавров, служащих для закрепления арматуры каждого ряда. Фермы бетонируются пакетами по обе стороны распорной балки в инвентарной переставной металлической или деревянной опалубке.
Пакетный короткий стенд имеет высоту соответственно числу ярусов формования (до 10 рядов). На торцах стенда укрепляются упоры из двутавров, служащих для закрепления арматуры каждого ряда. Фермы бетонируются пакетами по обе стороны распорной балки в инвентарной переставной металлической или деревянной опалубке.
При пакетном изготовлении ферм значительно лучше используются производственные площади.
Технология изготовления ферм одинакова при работе на различных стендах;
Установка опалубки, ненапрягаемой арматуры и закладных деталей;
Натяжение арматуры нижнего пояса механическим или электротермическим способом;
Формование и тепловая обработка изделия.; передача усилий предварительного напряжения с упоров стенда на отвердевший бетон изделия; распалубка и съем изделия со стенда.
При правильной организации работы продолжительность одного цикла по изготовлению двух ферм или балок равна 1 суткам, в зимнее время-172 -2 суткам. Производство работ пакетным способом характеризуется примерной циклограммой, показанной на рис. 111 .
Поярусное бетонирование осуществляется только после того, как бетон нижележащей фермы достигнет необходимой проч
ности (не ниже 75 Кг/см2)-,
при формовании укладывают разделительный слой из рулонных материалов (пергамин, толь и др.).
Малоподвижную бетонную смесь с осадкой конуса 2-3 См Уплотняют переносными вибраторами или виброрейкой. Забетонированные фермы закрывают брезентовыми утепленными
Колпаками и пропаривают до получения, бетоном прочности 300 Кг/см2 (30 Мн/м 2), достаточной для передачи усилия предварительного натяжения на конструкцию и распалубку фермы.
Усилия предварительного напряжения с упоров стенда передаются на ферму путем последовательного разрезания автогеном хвостовиков анкеров между торцом фермы и соединительной муфтой.
Как показывает опыт, такой прием не приводит к нарушению сцепления арматуры с бетоном, так как внезапность разрыва стержня смягчается, температурными и пластическими деформациями стали перед ее разрывом. Хвостовики обрезают с обоих концов стенда, после чего из муфт вывинчивают перерезанные коротыши и освобождают инвентарные тяги.
Арматурные стержни при электротермическом натяжении нагревают непосредственно на распорной балке стенда между двумя фермами. Установка для нагрева состоит из неподвижного контакта, поддерживающих промежуточных роликов и под-
Вижного контакта с конечным выключателем тока. Одновременно нагреваются два-три стержня.
Тепловая обработка изделий осуществляется паром, который впускают во внутренние полости форм; при этом изделия укрывают утепленными брезентовыми колпаками. В отдельных случаях применяют электропрогрев изделий посредством полосовых или стержневых электродов, прикрепленных к деревянной бортовой оснастке.
Стенды с одноярусным формованием изделий для тепловой обработки могут быть расположены в напольных камерах, что обеспечит быстрое твердение изделий и увеличит оборачиваемость стенда.
Широкое распространение получило одноярусное формование на коротком стенде балок с криволинейным верхним поясом, армированных стержневой арматурой (рис. 112). Балки изготовляются на металлическом поддоне, к которому приварены короба для образования нижней поверхности стенок двутавровых балок.
Бортоснастка состоит из разделительного съемного вкладыша, продольных передвижных бортов, торцовых съемных бортов и вкладышей для образования отверстий в стенках балок. Отодвигание продольных бортов, выполненных из швеллера № 22 , осуществляется винтовыми тягами.
Короткие стенды применяются для формования крупноразмерных плит покрытий промышленных зданий. Примером мо-
Жет служить стенд-матрица, применяющийся для изготовления ребристых напряженно-армированных плит размером 3X12 М (рис. 113). Матрица представляет собой железобетонный короб с внутренней полостью для пара и сварными откидными бортами. На поверхности матрицы расположены углубления для ребер, в которых устроены гнезда для съемных клиньев, обеспечивающих беспрепятственное отделение плиты от матрицы после передачи натяжения арматуры на бетон. Скользящие клинья - вкладыши - сварные, выполненные из листовой стали толщиной 4 Мм.
Для закрепления напрягаемой арматуры у торцов матрицы установлены консольные упоры, оснащенные инвентарными тягами для. натяжения стержневой арматуры.
Тепловая обработка изделия производится подачей пара в полость матрицы, а также в камеру для наружного обогрева панели. По достижении бетоном необходимой прочности плиту освобождают от бортовой оснастки и производят отпуск арматуры. Учитывая тонкостенность изделия, необходимо передачу усилий с упоров на бетон осуществлять плавно. Для этого
Стержни предварительно разогревают до образования в металле шейки текучести, а затем перерезают автогеном их выступающие концы на расстоянии 10-15 Мм от торцов панели. Благодаря сдвигу клиньев готовая, плита легко отделяется от рабочей поверхности матрицы.
 На коротких стендах изготовляют балки пролетного строения мостов по технологии Мостостроя-1 с применением криволинейных пучков, чем достигается экономия арматуры, особенно при изготовлении балок длиной более 23 М
(рис.
На коротких стендах изготовляют балки пролетного строения мостов по технологии Мостостроя-1 с применением криволинейных пучков, чем достигается экономия арматуры, особенно при изготовлении балок длиной более 23 М
(рис.
114, А).
Стенд представляет собой мощную железобетонную балку с консольными упорами по концам, которые воспринимают усилия от п редва рительного напряжения арматурных пучков, оснащенных анкерными колодками типа МИИТ. Пучки закрепляются в торцовых упорах стенда посредством заклинивающих устройств - анкерной шайбы и конусной пробки. Криволинейность пучков достигается установкой оттяжек, закрепленных на упормой балке. Натяжение пучков осуществляется домкратами двойного действия.
Более перспективным является изготовление балок по рассматриваемой технологии на металлических передвижных стендах, перемещаемых по рельсовому пути (рис. 114,6).
Передвижной стенд представляет собой металлическую рамную конструкцию, установленную на тележки и оборудованную шарнирными упорами с затяжками. Производство балок осуществляется по принципу конвейерной линии, состоящей из пяти постов.
На первом посту производятся установка, натяжение пучков из высокопрочной проволоки и сборка арматурного каркаса балки; на втором - установка металлической инвентарной бортовой оснастки с гидравлическим приводом, здесь же производится бетонирование балки и предварительный прогрев ее пуском пара в полости формы (в течение 5-6 Ч).
После съема бортовой оснастки балка на третьем и четвертом постах, которые являются секциями камеры тепловой обработки, последовательно прогревается в течение 12 Ч на каждом посту при температуре 80° С.
На пя. том посту производится передача напряжения арматуры на бетон постепенной обрезкой пучков. Цикл изготовления одной балки, включая тепловую обработку, составляет 2 суток; на технологической линии, оборудованной четырьмя стендами, в сутки изготовляются две балки.



Вибро-термо стенды - оборудование позволяющие выпускать необходимые вам железобетонные изделия с наименьшими затратами по производственным площадям и дополнительному оборудованию. Вибро-термо стенд объединяет в себе металлоформу, вибростол и пропарочную камеру. Три в одном можно так сказать. Причем под вибро-термо стенд можно оборудовать любую из существующих металлоформ. Что бы понять преимущества использования вибротермостендов перед традиционной технологией производства ЖБИ рассмотрим это на примере производства плит ПАГ 14. Как происходит традиционное производство:
2. Устанавливаем металлокаркас и натягиваем арматуру. Причем на стандартной металлоформе установлено определённое количество упоров для натяжения арматуры. В случае с ПАГ 14 это 5 упоров с каждой стороны, если форма сделана под использование арматуры диаметром 14 мм. И 6 упоров при использовании арматуры диаметром 12 мм. В нашей практике встречались случаи когда клиенты просили поставить дополнительные упоры, что бы придать металлоформе некую универсальность. Но попасть в точные размеры расположения арматуры согласно ГОСТ в этом случае не удаётся.
3. После того как металлоформа заряжена металлокаркасом её заливают бетоном и с помощью крана транспортируют на вибростол. После чего начинается процесс вибрации. Прошу вас учесть что какой бы технологичный вибростол у вас не был процесс передачи вибрации такой: Источник вибрации передает колебания вибростолу, а тот в свою очередь металлоформе. Потери энергии вибрации при этом составляют порядка 20-30%.. Что бы получить качественную усадку бетона необходимо 1-2 минуты работы вибростола.
4.После того как мы провибрировали нашу металлоформу, отправляем её с помощью крана в пропарочную камеру. И так поочереди до тех пор пока пропарочная камера не будет заполнена до конца. Прошу обратить внимание на то, что пока камера не загружена полностью вы не можете запустить процесс пропарки изделий. А это время!!!
5. И так пропарочная камера заполнена и мы запускаем процесс пропарки изделий. Как правило полный цикл занимает 8 часов.
6. После этого металлоформы из пропарочной камеры извлекаются опять же с помощью крана, выставляются в ряд и происходит распалубка изделий и обрезание арматуры. Прошу обратить внимание что металлоформа стоит на полу и для того что бы срезать арматуру приходится нагибаться, а это не всегда удобно. Особенно при срезании нижнего ряда.
7. После того как распалубка произведена. Мы извлекаем из форм готовые изделия и транспортируем их на склад, на кантователь, грузим сразу в машины и т.д. Опять же с помощью крана Процесс производства завершён.
Теперь как происходит процесс производства ПАГ 14 на вибро-термо-стенде.
1. Мы готовим металлоформу к использованию: зачищаем её и смазываем эмульсолом.
2. Устанавливаем металлокаркас и натягиваем арматуру. Прошу учесть что вибротермостенды универсальны на них можно производить ПАГ 14 с использованием арматуры диаметром 12 и 14 мм с соблюдением всех размеров по расположению арматуры в металлокаркасе согласно ГОСТ.
3. В процессе заливки металлоформы бетоном мы имеем возможность сразу включить вибрацию. Процесс вибрации происходит гораздо качественнее. Энергии на вибрации необходимо затратить меньше т.к. вибрация от вибраторов передается непосредственно на металлоформу.
4. После завершения заливки и вибрации металлоформы оператор имеет возможность сразу включить её прогрев и начать процесс пропарки изделия. т.е. пока ваша бригада переходит к подготовке следующей формы в предыдущей уже идёт завершающий процесс изготовления плиты. Прошу вас учесть что до данного момента мы ни разу не использовали кран.
5. Процесс пропарки изделий на вибротермостенде как и при традиционной технологии занимает в среднем 8-10 часов. После этого происходит распалубка металлоформ и обрезание арматуры.
6.Последний процесс в данной технологии - это извлечение готового изделия. Здесь мы с вами первый раз задействуем кран.
Преимущества использования вибро-термо стендов.
- не нужны огромные производственные площади (производство можно наладить без цеха непосредственно на РБУ);
- не нужны вибростолы (система виброуплотнения бетонной смеси встроена на каждом вибро-термо стенде);
- не нужны пропарочные камеры, пропарочные ямы, парогенераторы (встроенная система пропаривания, электро-термо прогрев, прогрев с помощью водяных регистров);
- не требуется большого персонала.
- не требует затрат на перемещение металлоформы на вибростол, в пропарочную камеру и обратно.
- Производство двух изделий в сутки с одной формы.
- Металлоформа стоит на одном месте. Исключается возможность повредить её при транспортировке. Срок службы увеличивается в разы при неизменном качестве изделий.
Технология производства ЖБИ на термовибростендах.
Технология производства ЖБИ на вибротермостендах практически ничем не отличается от традиционной.
- Металлоформа смазывается эмульсолом. Смазкой которая не дает прилипать бетону к металлоформе.
- В форму устанавливается металлокаркас будущего изделия.
- После этого заливается бетон необходимой марки в необходимом количестве и производится вибрация. Так как вибротермостенд имеет встроенную систему вибрирования эта процедура занимает максимум 30 секунд. и так как вибраторы закреплены непосредственно на корпусе металлоформы, мы получаем отличную вибрацию при малых энергозатратах. Что в свою очередь повышает качество изделий и придаёт им идеальный внешний вид.
- После полной заправки металлоформы и производства вибрации, термостенд накрывают водонепроницаемым одеялом. Желательно с термопрогревом и включают прогрев непосредственно самой металлоформы.
- На этом подготовительный период заканчивается и вам остаётся только ждать окончательной пропарки вашего изделия. Она может колебаться от 8 до 10 часов в зависимости от условий в которых эксплуатируется ваш вибротермостенд.
- После окончательной пропарки изделия, ракрываем борта металлоформы и даём изделию немного остыть и отстоятся. После этого можно извлекать его из формы и начинать процедуру подготовки к выпуску следующего изделия.
В процессе производства вибро-термо-стендов и процессе их эксплуатации начали появляться новые идеи. Не всех клиентов устраивает высокое энергопотребление таких стендов. На данный момент наша компания разработала принципиально новую схему их прогрева с помощью обычных водяных регистров. На стадии разработки прогрев виброформ с помощью паровой рубашки и воды. Но это пока только разработка.
Бетон является отличным строительным материалом, одним из самых лучших материалов, когда-либо созданных человеком для построения домов, мостов, дорог и других сооружений. Это объясняет его огромную популярность. Главным недостатком материала является его хрупкость, что в результате износа приводит к возникновению трещин и повреждений, требующих дополнительного технического обслуживания. В ситуациях, когда бетонное строение испытывает серьезные нагрузки, например, землетрясения, существует серьезный риск разрушения сооружения.
Именно по этой причине недавно был разработан совершенно новый тип строительного материала – . Этот материал при серьезных нагрузках не ломается на куски, как стекло, а изгибается под внешним давлением. В чем главное отличие гибкого бетона от обычного материала? Обычные бетонные плиты. Кроме того, в состав материала входит мельчайший песок, что обеспечивает бетону особую гладкость. Материал обладает грандиозной прочностью на сжатие, аналогичной обычному бетону, но гораздо пластичнее. Благодаря этому уникальному свойству новый тип материала от чрезмерных нагрузок получает лишь микротрещины, но не разламывается.
Дом из гибкого бетона спокойно выдерживает большие нагрузки в экстремальных погодных условиях и обладает большой прочностью, требующей меньше ремонта в процессе эксплуатации. Гибкий бетон можно использовать для строительства любых сооружений, где используется обычный бетон, но стоит заметить, что стоимость инновационного строительного материала минимум в три раза выше традиционного бетона. Впрочем, специалисты строительной отрасли цивилизованных стран уверены, что гибкий бетон в качестве строительного материала – лучшее средство для улучшения инфраструктуры в ближайшем будущем.
Источник
Прозрачный бетон
Прозрачный (светопроводящий) бетон – альтернатива традиционному серому и унылому бетону. Сквозь такой материал видны силуэты людей и предметов, можно даже различить их цвета. Фокус такого бетона в его неоднородности. Кроме традиционных компонентов в состав входят оптические волокна различной толщины. Благодаря им и создаётся светопроводящий эффект.
Эта идея пришла в голову Арону Лосконши во время его обучения в Стокгольме. Арон назвал своё изобретение литракон. После этого он открыл одноимённую компанию, которая сейчас занимается производством прозрачного бетона, а также дальнейшими разработками в этой области. Название LiTraCon получилось от английского light transmitting concrete, что в переводе означает светопроводящий бетон.
Оптические волокна проводят свет от одной поверхности блока к другой. Благодаря своему небольшому размеру (2 мкм – 2 мм в диаметре) оптические волокна не влияют на крепость бетона. Как правило, в изделиях из прозрачного бетона оптическое волокно составляет не более 5% общего объема. Стены из литракона, будучи крепкими, прозрачны, как абажур лампы. Литракон обладает теми же свойствами, что и обычный бетон, и может быть использован в строительных и отделочных работах. Прозрачный бетон прошел испытания в университете города Будапешта.
Самым первым изделием из прозрачного бетона был Литрокуб – светильник, общий вес которого достигал 20 кг.
Впервые Литрокуб представили на мебельной выставки в Кельне, затем на ярмарке Light+Building в городе Франкфурте и выставке в вашингтонском музее.
Благодаря высокой проводимости света оптическим волокном литракон способен оставаться прозрачным даже при толщине в несколько метров. Теоретически толщина прозрачных стен может достигать 20 метров.
К сожалению, в связи с высокой дороговизной на данный момент литракон пока не может конкурировать с обычным бетоном. Цена одного квадратного метра такого бетона достигает 1000 долларов, а это по карману далеко не каждому застройщику. Несмотря на это, прозрачный бетон набирает свою популярность в первую очередь благодаря ассоциации с лёгкостью и открытостью.
На сегодняшний день из литракона выполнены элементы зданий в Европе, Америке, а также в Японии.
Наша компания является специализированным предприятием по поставке и монтажу поворотных, обогреваемых вибростолов.
Поворотные вибростолы являются очень интересным и востребованным видом оборудования на производствах ЖБИ. Поставленные, нами более 200 единиц оборудования в России и Казахстане, весомое тому подтверждение.
Как правильно выбрать поворотный вибростол? На что обратить внимание?
- При кажущейся простоте, поворотный стол - это высокотехнологичное оборудование.
- Для работы на поворотном стенде к формовочной поверхности предъявляются следующие требования: качество формовочной поверхности оборудования - 25 мкм, нелинейность +/- 1,5 мм на 3 линейных метра. Как видим, в случае с поворотными столами требования к геометрии даже выше, чем допускается ГОСТ 25878 - 85 «Поддоны, конструкции и размеры» (отклонение от прямолинейности не более: 2 мм на 2 000 мм, 4 мм на 8 000 мм).
- Для соответствия требованием, следует внимательно рассмотреть металлический лист, из которого изготовлена формовочная поверхность . В России, как правило используются обычные листы из стали марок ст.3 или 09Г2С. Для того, чтобы получить данные листы по толщине класса «А» и по плоскостности - класса ПО, необходим заказ металла не менее вагонной нормы отгрузки и сроком ожидания 2-3 месяца. Но и получив листы класса А, ПО, данное сырье необходимо пропустить через шлифовальный и строгальные станки. В результате стоимость заготовки увеличивается в 2-3 раза, что в конечном счете отражается на себестоимости готового продукта - поворотного стола. С целью повышения качества и снижения себестоимости на формовочной поверхности применяются листы из стали S 275 (или аналога) , листы изначально поставляются с требуемыми характеристиками, шлифованные или с оксидным покрытием.
- Следующим не маловажным фактом в качестве поворотных столов, являются сварочные работы. При этом, формовочный лист не крепится к раме обычными сварными швами! Если бездумно и жестко приварить листы формовочной поверхности к раме, то под воздействием ежедневного нагревания и остывания, рано или поздно листы начнут менять геометрию, изгибаться (по-простому «вертолетить») и через несколько месяцев поворотный стол превратится в обычный кантователь.
- Поворотный стол имеет систему вибрации. Важно, чтобы вибраторы были правильно подобраны и строго расположены в соответствии с конструкторской документацией именно на данный стол. Не правильное расположение вибраторов приводит к следующим возможным проблемам:
Не качественному уплотнению бетонной смеси
Появлению «белого» шума, резонансу
Нарушению конструкции поворотного стола
Если приобретается не большое количество поворотных стендов (как правило до 6 ед.), то на такой объём не всегда целесообразно устанавливать встроенные вибраторы (достаточно уплотнять бетонную смесь глубинными вибраторами). Но если Заказчик в дальнейшем планирует расширять производство и к имеющимся поворотным столам, планируется дополнительная поставка оборудования, то целесообразно предусмотреть сразу, на первом этапе на поставляемых поворотных столзда требуемые вибраторы и подключить все столыах гнезда для установки вибраторов и антивибрационное исполнение. В дальнейшем, до поставить и установить в гне в единый щит управления вибрацией.
- На своих поворотных столах мы в обязательном порядке устанавливаем систему «аутригеров». Данная система позволяет в процессе эксплуатации нивелировать плоскостность стола, в случаях не санкционированного механического воздействия или при длительной эксплуатации на предельно допустимых режимах.
- У производителя поворотных стендов должна быть конструкторская документация, необходимая технологическая оснастка (достаточно дорогостоящая и специализированная), кондуктора и соответствующий опыт производства
Основные характеристики поворотных столов.
В первую очередь поворотный вибростол в комплекте с магнитной опалубкой - это действительно универсальный, многофункциональный тип оборудования . Помимо трёхслойных, однослойных стеновых панелей, панелей перекрытий на поворотных столах возможно изготавить весь домокомплект включая сваи, лестничные марши, балконные плиты, колонны, сборные лифтовые шахты, а также диафрагмы жесткости, плиты заборов, бордюрный камень и многое другое. Помимо стандартной номенклатуры изделий, на поворотных столах изготавливаются любые не стандартные не преднапряженные элементы ЖБИ. При этом, переналадка производства занимает 2-3 часа и не требует дорогостоящих металлоформ.


Виды изделий выпускаемых на поворотных столах.
Следующими важными параметрами делающие поворотные столы востребованным типом оборудования являются:
. не высокие начальные инвестиции.
. отутствие особых требований к производственным площадям, в том числе отутствие фундаментов для установки поворотных стендов.
. этапность поставки оборудования . Для начала производства достаточно установить 4-6 поворотных стеола с комплектом магнитной опалубки , что позволит выпускать в год, полносборные домокомплекты, для строительства 10 000 - 20 000 м2 жилых зданий.
До 100 000 м2 строительства жилья в год - по нашему мнению и опыту - это максимальный объём ЖБИ, который возможен и целесообразен к выпуску на поворотных столах, больший объём строительства потребует установки линии циркуляции паллет.



Транспортное положение. Монтажное положение. Введённое в эксплуатацию.
Эксплуатационные требования, характеристики поворотных столов.
Одним из важных, на наш взгляд, параметров является максимально допустимая нагрузка на поворотный стол . В своей практике мы устанавливаем поворотные столы с нагрузкой 1000 кг/м2 . Это в первую очередь, необходимо, для того, чтобы поворотный стол отвечал требованиям универсальности. Безусловно, если Заказчик глубоко убеждён, что на поворотных столах будут изготавливаться исключительно стеновые элементы, то тогда достаточно установки поворотных столов с нагрузкой 650 кг/м2
Размеры и параметры столов определяются индивидуально, с тем, чтобы максимально унифицировать и адаптировать к производственным требованиям. Из практики, стандартным размером является поворотный стол 10х3,8 метров, при этом нами также были поставлены поворотные столы максимального размера 13,4х4 метра, минимальными 8х3 метра.
Столы могут быть смонтированы в единый стенд (до 100 метров длиной), что позволяет осуществлять формовку длинных элементов, либо более эффективно использовать общую полезную площадь всех столов.
Уплотнение бетона достигается высокочастотными электрическими вибраторами установленными на раме стола. При этом вибрация не передаётся на полы и конструкции здания, т.к. рама формовочной части стола (где установлены вибраторы), отделена специальными антивибрационными пластинами от опрокидной рамы стола.
Выполненные в прочном, массивном исполнении столы опрокидываются на 78°. Этим обеспечивается оптимальное снятие бетонного элемента для последующей транспортировки.
Плоскостность формовочной поверхности стола в горизонтальном положении: +1,5 мм на 3 линейных метра.
Поворотные вибростолы оснащены системой термообработки. Обогрев поворотных столов происходит при помощи горячей воды (минимальная температура теплоносителя 87°С) или пара.



Система обогрева. Щит управления вибрацией. Гидростанция.
Поворотные вибростенды для формования железобетонных элементов.
Поворотные стенды, так же как и поворотные столы, помимо стеновых панелей позволяют формовать широкий спектр различных железобетонных элементов. В отличие от столов, стенды, не имея ограничений по длине, позволяют более эффективно использовать формовочную поверхность, особенно при производстве серийных изделий. Расположение стендов в единой линии предполагает целесообразность и возможность применения различных автоматических машин и механизмов. Таких как, машины для чистки и смазки, различные типы бетоноукладчиков, машины по доводке стеновых панелей и др.
Встроенная система обогрева даёт возможность отказаться от пропарочных камер.
Поворотный стенд состоит из:
Прочного основания, изготовленного из трубчатого профиля или профиля типа “h”..
Поперечных рёбер жесткости из профиля типа “IPE”120;
Металлической формовочной поверхности толщиной 10 мм, отшлифованной в соответствии с установленными требованиями
Телескопических, гидравлических домкратов для переворота и гидростанцией;
Электрическими вибраторами модель 1500/6, установленных в гнездах, трехфазные: 6000Rpm 15 Kn 1600W;
Системой отопления, состоящей из ребристой трубы Ø42; по требованию Заказчика система обогрева может быть установлена как на полу, так и непосредственно под формовочной поверхностью
Тентов для удержания тепла;
В соответствии с техническим заданием, стенды могут быть укомплектованы магнитной опалубкой, универсальными разделителями, механическими либо гидравлическими опалубочными бортами.


Покрытие ПБЗГУ
Гибкое бетонное покрытие
Гибкое бетонное покрытие представляет собой цельную конструкцию, собранную из отдельных гибких бетонных плит. Каждая плита состоит из множества отдельных бетонных блоков, соединённых между собой прочным синтетическим канатом
Гибкие бетонные плиты ПБЗГУ
(модельный ряд: 105, 202, 405)
Покрытие ПБЗГУ-105 обладает наибольшей сопротивляемостью при волновой нагрузке, и при ледовой, вызванной термическим расширением или повышением уровня воды. Покрытие ПБЗГУ-202 обладает наибольшей сопротивляемостью воздействию водного потока, при всех углах заложения откоса меньше естественного. Рекомендуется использовать для защиты от волнового воздействия только на крутых откосах (m<4) или при небольшой высоте волны (h<1 м). Покрытие ПБЗГУ-405 обладает достаточным запасом прочности и устойчивости от волновой и ледовой нагрузок на откосах с углом заложения m>4 и при заглублении покрытия под воду на глубину h>4 м. Покрытие ПБЗГУ-405 хорошо противостоит воздействию водного потока реки, обладает большей сопротивляемостью при меньшем угле заложения откоса.
Сфера применения
Укрепление русел, конусов и откосов насыпей мостов
Защита подводных переходов трубопровода
Прочие сферы применения
Преимущества
Основные преимущества защиты инженерных сооружений покрытием ПБЗГУ, по сравнению с традиционными конструкциями защитных покрытий в аналогичных условиях эксплуатации, заключаются в
- Экономической эффективности;
- Возможности покрытия ПБЗГУ принимать форму защищаемой поверхности без изгибающих моментов;
- Минимизации работ на самом объекте (изделия поставляются на объект готовыми к укладке) и, как следствие, высоком качестве сооружений из ПБЗГУ;
- Простоте укладки и сборки покрытия, что существенно снижает трудозатраты.
Эксплуатационные нагрузки
- скорость течения до 7 м/с;
- толщина льда до 2 м;
- высота волн до 4 м.
Основные характеристики
Таблица основных характеристик плит ПБЗГУ
| Параметр | модель | ||
| Плита ПБЗГУ-105 | Плита ПБЗГУ-202 | Плита ПБЗГУ-405 | |
| Профиль бетонного блока ПБЗГУ |  |
 |
|
| Габаритная длина, мм | 2800 ± 28 | 2800 ± 28 | 2800 ± 28 |
| Габаритная ширина, мм | 1250 ± 12 | 1250 ± 12 | 1250 ± 12 |
| Максимальная высота, мм | 240 ± 12 | 60 ± 4 | 150 ± 8 |
| Габаритная площадь, м2 | 3,5 ± 0,04 | 3,5 ± 0,04 | 3,5 ± 0,04 |
| Масса, кг | 1 224 ± 53 | 393 ± 14 | 831 ± 24 | 5 000 | 2 000 | 5 000 |
| Марка Бетона | B30 (400) | B30 (400) | B30 (400) |
| Морозостойкость | F300 | F300 | F300 |
| Водонепроницаемость | W8 | W8 | W8 |
| Прочность | В30 | В30 | В30 |
Модификации ПБЗГУ
Методические материалы
| ММ 001 Эффективность применения ГБП | Читать |
| ММ 002 Сферы применения ГБП | Читать |
| ММ 003 Качество и сроки выполнения работ | Читать |
| ММ 004 Типичные ошибки при проектировании и строительстве ГТС III и IV классов | Читать |
| ММ 005 Отчет о патентной чистоте | Читать |
| ММ 006 Изменения проектной документации | Читать |
| ММ 007 Предупреждение чрезвычайных ситуаций | Читать |
| ММ 008 Комплексное благоустройство водоемов | Читать |
| ММ 009 Условия поставки ГБП | Читать |
| ММ 010 Профилактика правонарушений при проективании ГТС | Читать |
| ММ 011 Основы государственной экологической политики | Читать |
| ММ 012 Злоупотребления должностными полномочиями | Читать |
| ММ 013 Региональные представительства и требования к их руководителям | Читать |
| ММ 014 Памятка эксперту | Читать |
| ММ 015 Инженерная защита авто-инфраструктуры | Читать |
Укладка траверсой
При производстве работ по укладке ПБЗГУ экономически целесообразно использовать траверсу для монтажа плит ПБЗГУ соединенных по четыре и более штуки. Использование траверсы позволяет значительно снизить расходы по водолазным и прочим работам, связанным с монтажом плит под водой.

 Траверса универсальное приспособление и применяется для монтажа всех моделей ПБЗГУ выпускаемых предприятием «Спецпром 1». Конструкция траверсы позволяет регулировать угол наклона монтируемых плит ПБЗГУ, что упрощает их монтаж при любом угле наклона укрепляемого откоса грунта.
Траверса универсальное приспособление и применяется для монтажа всех моделей ПБЗГУ выпускаемых предприятием «Спецпром 1». Конструкция траверсы позволяет регулировать угол наклона монтируемых плит ПБЗГУ, что упрощает их монтаж при любом угле наклона укрепляемого откоса грунта.
Вспомогательные материалы для ПБЗГУ
Обжимная втулка Применяется для надежного соединения плит ПБЗГУ
между собой в единое защитное покрытие.
Применяется для надежного соединения плит ПБЗГУ
между собой в единое защитное покрытие.



При монтаже плиты ПБЗГУ могут надежно соединяться между собой в единое защитное покрытие за дополнительные монтажные канаты (ДМК) опрессовыванием их между собой обжимной втулкой с использованием ручного гидравлического пресса с рабочим давлением от 10 тонн.
|
Размер, мм |
A | B | S | L |
| 10 | 10,9 | 21,8 | 4,1 | 35 |
| 11 | 12,1 | 24,2 | 4,5 | 39 |
| 12 | 13,2 | 26,4 | 4,9 | 42 |
 |
||||
 Поддоны для транспортировки плит ПБЗГУ
Поддоны для транспортировки плит ПБЗГУ
 Использование поддонов для транспортировки плит ПБЗГУ
позволяет ускорить погрузку-разгрузку изделий, а так же исключает разрушение плит при совершении данных операций.
Использование поддонов для транспортировки плит ПБЗГУ
позволяет ускорить погрузку-разгрузку изделий, а так же исключает разрушение плит при совершении данных операций.

Погрузка ПБЗГУ модели № 2 в железнодорожный вагон осуществляется исключительно на специальных поддонах или на слое плит ПБЗГУ моделей 105 или 405 в соответствии со схемой укладки, согласованной с ОАО «РЖД».
Погрузка плит ПБЗГУ модели 105 и 405 на металлических поддонах осуществляется только по требованию заказчика, или если станцией назначения является морской порт.
Траверса для укладки плит ПБЗГУ под водой и на наклонные поверхности Монтаж при помощи специальной траверсы сокращает время и упрощает укладку плит ПБЗГУ на укрепляемые откосы, независимо от их угла наклона.
Подробнее
Монтаж при помощи специальной траверсы сокращает время и упрощает укладку плит ПБЗГУ на укрепляемые откосы, независимо от их угла наклона.
Подробнее
Мешки с песком предназначены для выравнивания под заданным углом площадки, на которую будут укладываться ПБЗГУ . Как правило, для наполнения песком используются полипропиленовые мешки, в которые закладывается около 0,025 куб.м песка.
После заполнения мешков песком, горловина мешка плотно завязывается.
 На быстрых водоемах для предотвращения вымывания грунта из-под ПБЗГУ
прокладывается геотекстильное полотно.
На быстрых водоемах для предотвращения вымывания грунта из-под ПБЗГУ
прокладывается геотекстильное полотно.
История создания
Первые упоминания о гибком бетонном покрытии на территории нашей страны встречаются в Советской технической литературе в 1964 году - «Методические рекомендации по проектированию и строительству гибких железобетонных покрытий, откосов транспортных сооружений», разработанных Всесоюзным научно-исследовательским институтом транспортного строительства Минтрансстроя (ЦНИИС). В 1987 году на основе этих рекомендаций и рабочих чертежей - «Плита гибкая железобетонная», шифр 258Р-КЖ1и-ПГ Ленгипротрансмост 1966 г. или № 26595-М., Союздорпроект; 1986 г., разработаны технические условия на гибкие железобетонные плиты толщиной 150-100 мм ТУ 1856-87. Так же в 1987 году введены технические условия ТУ 218 УССР 56-87 на Гирлянды железобетонные гибкие сборные Г-1 и Г-2, разработанные ЦНИИС. Работоспособность гибких железобетонных покрытий была установлена по результатам обследований в 1990-1991 гг. их многолетней эксплуатации на объектах автомобильных и железных дорог на участках креплений плитами толщиной:
- 15 см на 986 км подхода к мосту через р. Волгу у г. Сызрани Куйбышевской железной дороги, построен в 1967 г.;
- 10 см на 203 км железнодорожной линии Тюмень-Сургут, построен в 1971 г.;
- 10 см на 785 км подхода к мосту через р. Медведицу автодороги Москва-Волгоград, построен в 1989 г.;
- 15 см на берегу р. Оби на железнодорожном мостовом переходе у г. Барнаула, построен в 1989 г.
- Наличие замоноличенных дополнительных монтажных канатов (связь методом опрессовки втулок);
- Наличие замоноличенных закладных деталей (связь методом сварки).